METHODOLOGIE
Méthode Kanban & Méthode Conwip - Fonctionnements et avantages
11/05/2023

Le méthode Kanban
Le système Kanban a été théorisé par Taiichi Ohno pour Toyota. Le but était de permettre à l’entreprise japonaise de rivaliser avec les constructeurs automobiles américains.
L’ingénieur part d’une observation des supermarchés américains. Il constate que chaque produit a une place spécifique dans le magasin et est réapprovisionné uniquement lorsque le produit est acheté. Il étend ce modèle à l’industrie en imaginant le système kanban qui permet de limiter l’espace alloué à chaque composant spécifique dans l’usine.
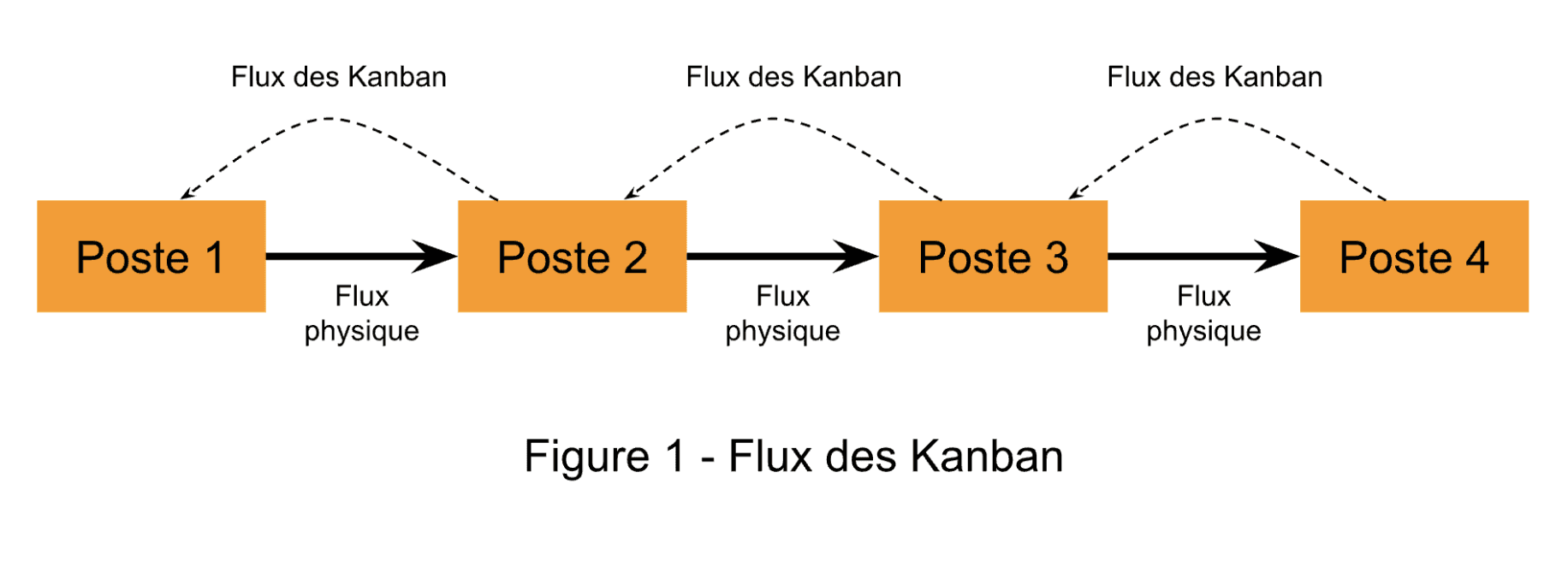
On considère une usine constituée de lignes de production où les postes de travail sont disposés les uns à la suite des autres de sorte que le flux de production est linéaire.
La méthode Kanban spécifique permet de superposer le flux de production à un flux des kanban, donc un flux d’information, qui va dans le sens inverse du flux physique de production (figure ci-dessous).
Si nous zoomons entre deux postes de travail, il faut s’imaginer que devant chaque poste il y a un planning kanban de production (figure ci-dessous). À chaque fois que le poste 2 consomme des pièces usinées par le poste 1, il détache l’étiquette kanban correspondant qu’il renvoie au poste 1.
Cette étiquette est un ordre de fabrication d’un containeur de pièces correspondant à l’étiquette kanban. Une fois que le poste 1 a réalisé l’OF, il attache au containeur l’étiquette Kanban correspondant et le place devant le poste de travail numéro 2.
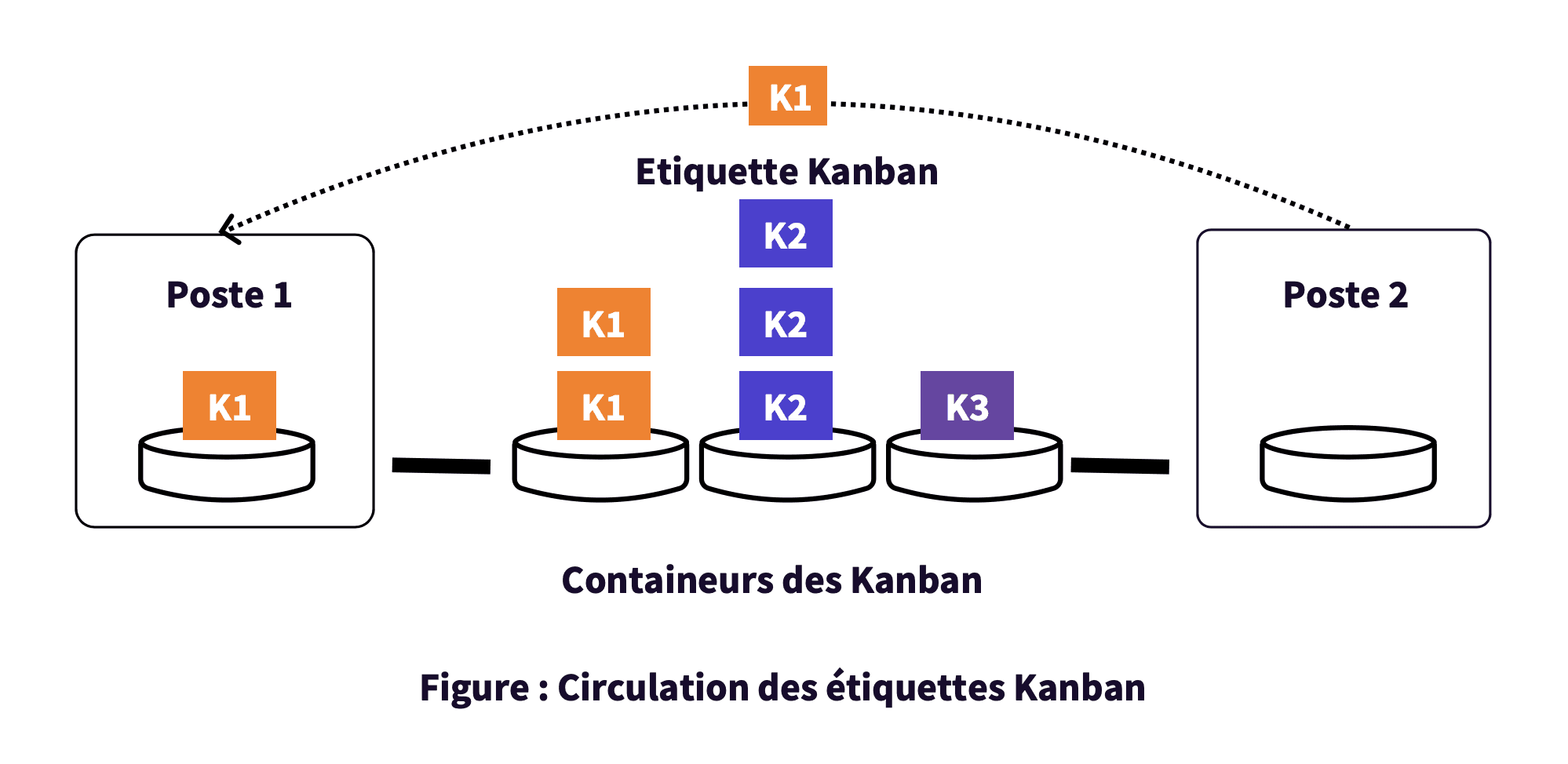
Tant qu’il y a des étiquettes kanban devant le poste de charge, je produis. Dans le cas contraire, je ne produis pas. Avec la méthode Kanban, la production est dirigée par les besoins aval.
On raisonne donc à flux tirés.
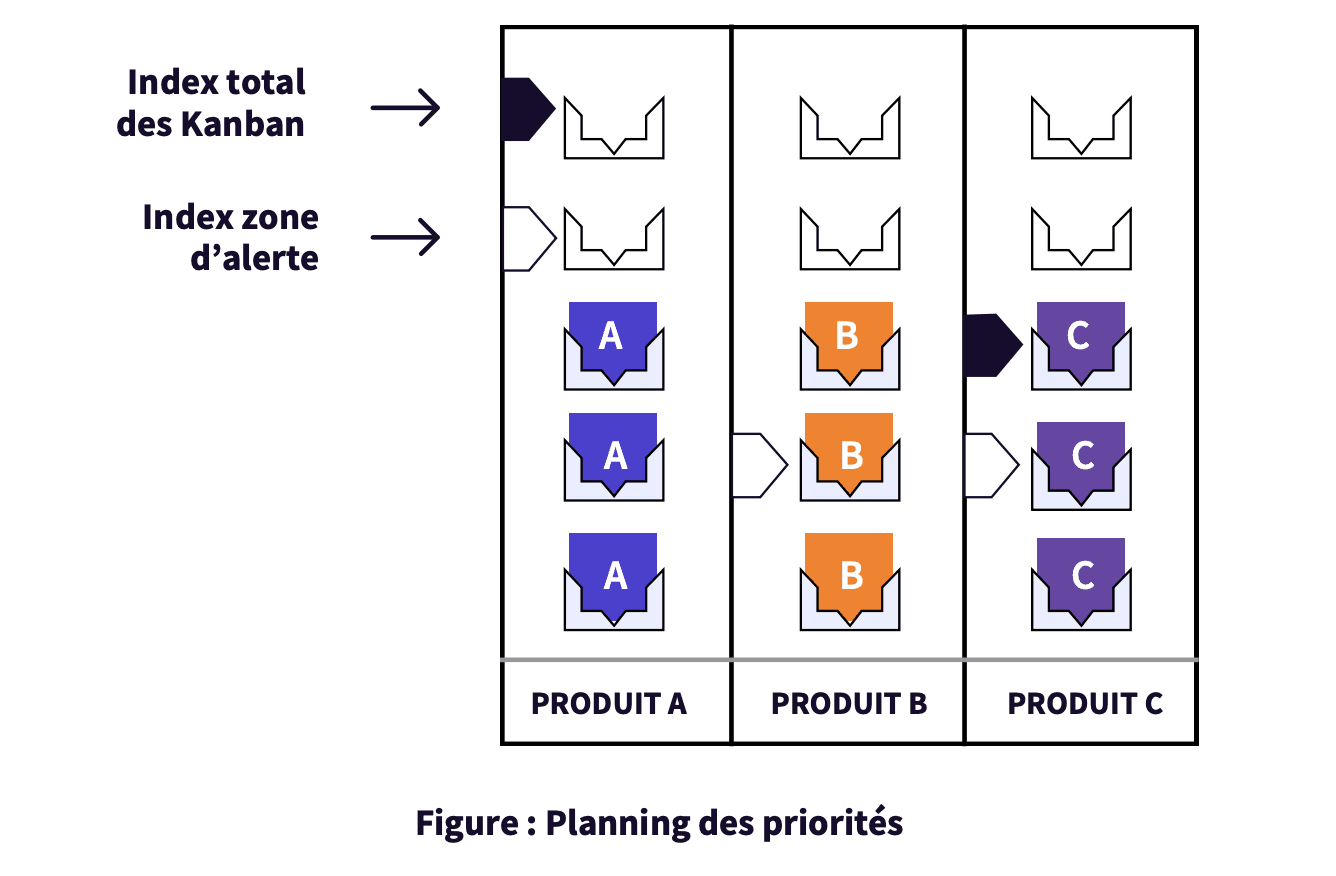
Comment déterminer quel OF réaliser en premier ?
Pour cela on utilise un index total des kanban et un index de zone d’alerte.
1) Le premier indique le total de chaque type de Kanban qui peut être absorbé.
2) Le deuxième indique la zone d’alerte au-delà de laquelle il faut lancer la production.
Dans le cadre de la figure ci-dessous, la production prioritaire est celle du produit C car c’est celui le plus proche de la zone d’alerte et de l’index total des Kanban.
Les informations que l’on retrouve sur un Kanban
Référence de la pièce fabriquée
Capacité du container(donc quantité à produire)
Adresse ou référence du poste amont fournisseur( ici poste 1)
Adresse ou référence du poste aval client (ici poste 2)
Limites du Kanban spécifique
Ne permet pas de gérer un grand nombre de produits et de composants.
Alternative au Kanban
La méthode CONWIP
La méthode CONWIP
Si on reprend la méthode Kanban spécifique, le poste 3 prélève dans l’encours du poste 2 qui lui-même prélève dans celui du poste 1. Le flux est tiré par l’aval.
Pour autant cette méthode ne s’adapte pas aux changements brusques de production. Supposons que nous produisions un produit A pendant un temps. Subitement, le poste 4 est informé qu’il doit produire un produit B. Il faudra un certain laps de temps avant que l’information ne remonte au poste 1.
Le but de la méthode CONWIP est de remonter cette information qui est disponible en aval, au plus vite, au début de la chaîne de production. Par exemple, une fois que l’on reçoit l’information au poste 3 qu’il faut produire un produit X, un kanban est envoyé au poste 1 qui informe qu’il faut produire le produit E. Cette production sera alors poussée jusqu’au poste 3.
Pour être plus précis, plutôt que de parler d’étiquette Kanban, on parle de ticket CONWIP. Chaque ticket est générique, c’est-à-dire qu’ils sont attribués à un OF spécifique.
Une fois cet OF réalisé, le ticket redevient vierge. Si on reprend notre exemple, une fois le produit X réalisé au poste 3, le ticket CONWIP redevient vierge et est prêt à accepter un nouveau type de produit à produire (dans notre cas le produit E). Le ticket est alors retourné au début de la ligne ou alors au buffer précédent. Ce ticket constitue alors un OF.
Tant qu’il n’y a pas de ticket vierge sur le tableau CONWIP, l’entrée de nouveaux OF sur la ligne n’est pas autorisée. Et on peut découper la ligne de production en fonction des buffers identifiés. Cela permet d’avoir plusieurs flux conwip sur la chaîne.
Les avantages des méthodes Kanban et CONWIP
Ces méthodes permettent de faire remonter les problèmes au sein de l’atelier. Plutôt que d’accumuler des stocks, la solution Kanban propose de les diminuer pour faire apparaître les endroits dans l’atelier qui sont source de perturbation.
L’information circule rapidement au sein de l’atelier et entre les postes de travail (problèmes machine, pannes, pièces défectueuses...) et la dépendance entre les postes de travail favorise la cohésion au sein de l’usine.
Les délais et la satisfaction client sont améliorés. Ces méthodes permettent de livrer un peu de tout tous les jours et donc de s’adapter à la demande client qui est de plus en plus volatile.
Elles favorisent la diminution des stocks qui entraine une diminution de la trésorerie et un gain de place dans l’usine et dans les entrepôts ce qui facilite la gestion des stocks.
La réactivité est plus élevée dans toute la chaine de production, celle-ci est alors plus flexible.
→ En savoir plus sur les différentes méthodes d'ordonnancement