MÉTHODOLOGIE
Qu'est-ce que le Demand Driven Material Requirements Planning ou DDMRP ?
10/10/2022

La méthode MRP et la méthode du Lean (Kanban) sont deux méthodes dites classiques de planification de la production considérées comme étant de plus en plus inadaptées aux évolutions de l’écosystème industriel.
La méthode MRP repose sur des calculs de besoins à partir des historiques et de prévisions. Sachant que toute prévision est fausse et qu’on évolue dans un monde de plus en plus imprévisible, cette méthode est très sensible aux effets “coup de fouets” (=passage rapide d’une situation de rupture à stock excédentaire).
La méthode du Lean (ex: Kanban) se base sur l’hypothèse d’indépendance des articles le long de la chaîne de production et un pilotage basé sur la consommation réelle et non sur la prévision. Elle est adaptée pour les productions où la demande est stable et régulière, là où les risques d’erreur de prévision sont faibles.
Depuis le début du 21ème siècle, l’industrie évolue dans un contexte qui se caractérise par le sigle VUCA : Volatilité des marchés, Uncertainty de la demande, Complexité croissante des produits et Ambiguïté des relations de cause à effet des intéractions passées. Pour prendre en compte ce contexte, deux chercheurs, Carol PTAK et Chad Smith, ont pensé un outil d’ordonnancement de la production qu'ils décrivent dans leur ouvrage "Orilcky’s Material Requirement Planning, 2011 : le DDMRP (Demand Driven Material Requirements Planning)".
Le DDMRP est appliqué principalement dans trois secteurs : les achats, la distribution et la production. Cette méthode d’ordonnancement reprend des éléments du Lean et du MRP tout en intégrant la demande. On obtient alors un MRP piloté par la demande qui reprend la notion de stock, devenue alors intermédiaire entre la production et la demande.
La méthode DDMRP peut être déployée au niveau de l’approvisionnement, de la production et de la distribution d’une organisation. Sa mise en œuvre est scindée en 5 étapes.
Configuration initiale et évolution du modèle DDMRP
Étape 1 :
Positionner les buffers de stocks stratégiques. Cela permet de découper le processus de production en maillons indépendants. Ce découpage a un impact sur l’ordonnancement et potentiellement sur l’ensemble des flux logistiques (ex: fournisseur fluctue sa production et livraisons aux clients en fonction de l’évolution des buffers). Pour positionner les buffers, on prend en compte à la fois la chaîne logistique et la nomenclature du produit fini.
Les facteurs de positionnement sont les suivants :
Délai attendu par les clients
Délai d’opportunité de marché
L’horizon de la visibilité des commandes de ventes
La variabilité externe
Le point de levier et de flexibilité du stock
La protection des opérations critiques.
Étape 2 :
Dimensionner les buffers de stocks. Il faut s’assurer que les buffers sont capables d’absorber les sources de variabilité (demande, management, opérations, approvisionnements…) et de garantir la rentabilité économique. Pour chaque buffer, il y a trois zones de couleur :
Verte pour niveau de stock tournant
Jaune pour la couverture du délai découplé. Cette quantité permet de couvrir le délai d’approvisionnement. Cette partie du buffer n’est pas nécessairement en stock mais parfois en cours de production.
Rouge pour la zone de sécurité qui permet d’absorber les chocs de variabilité
Le dernier élément de dimensionnement est le paramètre de calcul des trois zones : la consommation moyenne journalière du produit.
Étape 3 :
L'ajustement des niveaux des buffers en fonction de l’évolution des attributs de l’article. Dans un contexte VUCA, il faut constamment mettre à jour les niveaux des buffers. Ça peut être des réajustements périodiques (saisonnalité, lancements, arrêts) ou un redimensionnement total des paramètres de calcul si le contexte persiste dans le temps.

Les aspects opérationnels du DDMRP
Étape 4 :
DEMAND DRIVEN PLANNING - planification des réapprovisionnements à partir de la demande réelle. L’équation de flux disponible calcule chaque jour, pour chaque buffer, si un ordre doit être planifié. Pour cela, elle prend en compte la quantité de stock, les encours de commande et la demande qualifiée.
Flux disponible = stock + approvisionnements - demandes approuvées
On relance l’approvisionnement du buffer dès que le stock disponible sort de la zone verte vers la zone rouge ou jaune. Alors on planifiera un OF en amont de la boucle correspondant au cycle découpé (début de la ligne de production, ou buffer précédent). Si l’équation de flux du buffer se situe :
En vert : pas de lancement d’OF
En jaune : lancement d’OF afin d’atteindre la zone verte
En rouge : lancement prioritaire d’OF pour atteindre le top vert afin de ne pas perturber la supply chain.
Étape 5 :
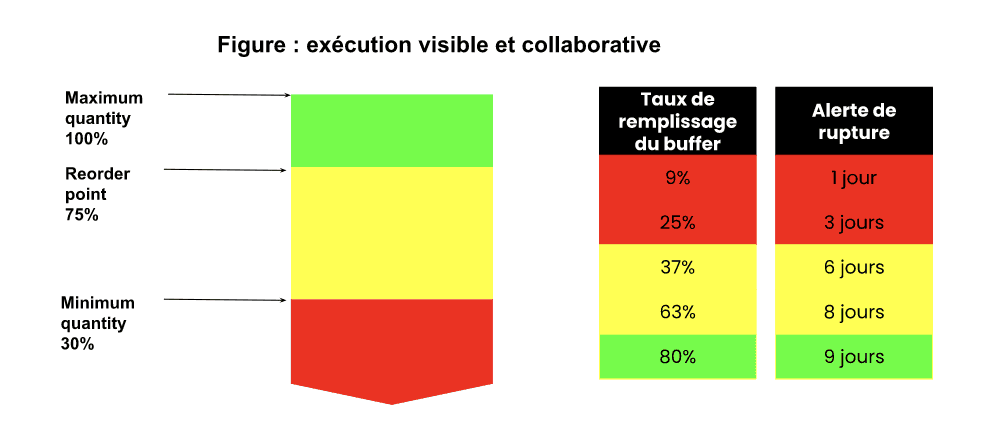
Exécution visible et collaborative. Avec le DDMRP, la grande innovation c'est que l'on décide de lancer un OF non plus en fonction de son ancienneté mais en fonction du taux de remplissage du buffer.
À l’image d’un être vivant, le buffer doit “manger”, “se remplir”. En fonction du taux de remplissage du buffer, une alerte sera envoyée si la production est arrêtée pendant un certain temps. Par exemple, si le taux de remplissage du buffer est de 63%, une alerte sera envoyée aux équipes de planification et d’approvisionnement au bout de 8 jours sans production.
Elle suit les ordres lancés et transmet des alertes à partir de deux indicateurs : le résultat de l’équation de flux disponible et le stock physique de l’article. Une alerte est envoyée lorsque le stock passe dans la zone rouge au niveau du suivi.
Ces alertes peuvent également servir d’indicateurs pour évaluer le bon dimensionnement du buffer ou sa performance. Le management visuel du suivi est un des éléments particulièrement apprécié du DDMRP par les planificateurs.
Synthèse & Limites du DDMRP
La méthode DDMRP permet de diminuer les variabilités et de gagner en rentabilité. La production gère mieux ses stocks et aux multiples changements de priorités. Pour autant, c’est une méthode qui reste encore "jeune". Les articles de recherches sont assez peu nombreux et il n’y a pas de consensus parmi les professionnels concernant de nombreux points. Ainsi, de nombreux industriels décident eux-mêmes des paramètres des buffers, conditionnant in fine la performance de la production et de la méthode .
Source :
“Compréhension du DDMRP et de son adaptation: premiers éléments empiriques”, 2019, Baptiste Bahu, Laurent Bironneau & Vincent Hovelaque
“Demand Driven Material Requirements Planning (DDMRP): A Systematic Review and Classification”, Azzamouri, Baptise, Dessevre, Pellerin, 2020
Accélérer les flux dans la Supply Chain grâce au DDMRP, XL Consultants



